
 如果结果不匹配,请
如果结果不匹配,请 
 更多“防止簿壁套筒夹紧变形的工艺措施是()和()。”相关的问题
更多“防止簿壁套筒夹紧变形的工艺措施是()和()。”相关的问题
第5题
图示两铸钢件,材料均为ZG230-450.使回答下列问题。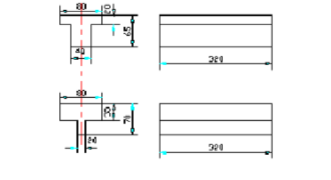
问题1、用双点划线在图上表示两铸钢件凝固冷却后的纵向变形情况。
问题2、简要分型产生变形的原因。
问题3、为防止变形,在铸造工艺上可采取什么措施?
问题4、对已经产生的变形,如何消除?
第8题
下列叙述中,不属于减少工件热变形对加工精度影响的措施的是()
A.切削区加入充足的切削液进行冷却
B.粗、精加工分开,使粗加工的余热不带到精加工工序中
C.刀具和砂轮及时进行刃磨和修正,以减少切削热和磨削热
D.使工件在夹紧状态下不可以自由的伸缩
第9题
钢筋气压焊的焊接工艺过程中,焊接缺陷中的“轴线偏移(偏心)”产生的原因有()。
A.焊接夹具变形,两夹头不同心,或夹具刚度不够
B.两钢筋安装不正
C.钢筋接合端面倾斜
D.钢筋未夹紧就进行焊接
E.钢筋摆放不正确
第11题
以下关于在镗床上装夹工件的说法,错误的是()。
A.在落地镗床上加工大型工件时,考虑工件装夹放置的位置,尽量一次装夹能把有形位公差要求的各面都加工到,使机床主轴尽量少伸出
B.工件安装前不用去掉定位基准面上的飞边、毛刺
C.压板、螺栓应尽量靠近工件,保证压紧可靠、严实
D.装夹刚性差的工件时,应加辅助支承,支承点和夹紧点尽可能在一条线上,且夹紧力要适当,防止工件装夹变形。必要时用百分表监测工件变形情况
E.在卧式镗床上装夹工件时,尽量使工件靠近主轴箱,镗杆伸出部分尽量缩短,减少振动,提高加工精度















