 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
精车尾座套筒孔时,可采用搭中心架装夹的方法。精车后,靠近卡盘的孔(),这是因为中心架偏向操作者方向造成的。
A.粗糙度差
B.直径大
C.圆度超差
D.直径小
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.粗糙度差
B.直径大
C.圆度超差
D.直径小
如果结果不匹配,请 联系老师 获取答案
 更多“精车尾座套筒孔时,可采用搭中心架装夹的方法。精车后,靠近卡盘…”相关的问题
更多“精车尾座套筒孔时,可采用搭中心架装夹的方法。精车后,靠近卡盘…”相关的问题
A.不车削螺纹时可以使用丝杆
B.偏心工件平衡准确,锁紧紧固螺栓,低速安全加工
C.用顶尖夹持工件时,尾座套筒伸出量应尽量短一些,车床下面不得垫大小不同的金属片
D.装夹较重的工件时,应注意用木板保护桌面
A.确定零件的加工基准面、基准孔、加工余量等
B.凡采用其他机床比采用数控镗床更为经济时,应考虑采用其他机床加工
C.—次装夹完成的加工工序内容,需考虑零件最后的精度要求和热处理要求
D.对每一加工工序均须考虑由粗渐精的原则
E.加工工序应尽可能选用较大的切削用量
F.若选用机床的刚度好,可采用多刀多刃复合加工
A.主轴轴向跳动太大
B.主轴进给量不均匀
C.进给用主轴套筒、齿条与齿轮啮合状况不良
D.主轴套筒与主轴箱体孔间隙过大,主轴套筒下端锁紧套筒的卡圈未卡紧
E.切削液太脏
F.刀具角度选择不当,刀杆刚度不足及装夹不正确
发现孔径偏大。试分析下列误差因素中,哪些因素可能造成孔径偏大?
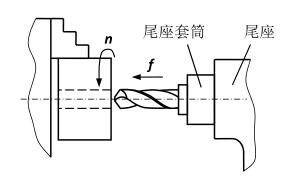
A、尾座套筒中心线与主轴回转轴线不同轴
B、车床纵向导轨与主轴回转轴线不平行尾座套筒尾座
C、三爪装夹面与主轴回转轴线不同轴
D、钻头两刃刃磨不对称
E、钻头热变形
F、工件热变形
G、钻头磨损
A.利用加工中心的自动换刀装置,使工件在一次装夹后,可以连续完成对工件表项自动进行钻孔。扩孔M交孔。篷扎。攻螺纹。铁削等多工序的加工
B.加工中心能自动改变机床主轴转速。进给量和刀具相对工件的运动轨迹及其他辅助机能
C.主轴系统结构简单,无齿轮箱变速系统
D.加工中心的导轨都采用了耐磨损材料和新结构,能长期的保持导轨的精度,在高速重切削下,保证运动部件不振动,低速进给时不爬行及运动中的高灵敏度
















