

 如果结果不匹配,请
如果结果不匹配,请 
 更多“带钢冷却速度必须要根据带钢厚度、()和钢种进行调节。”相关的问题
更多“带钢冷却速度必须要根据带钢厚度、()和钢种进行调节。”相关的问题
第1题
在其他条件不变时,轧机速度越高,则带钢表面温度也就越高,这主要是由于()。A.轧制速度越高,轧辊
在其他条件不变时,轧机速度越高,则带钢表面温度也就越高,这主要是由于()。
A.轧制速度越高,轧辊的冷却效果越差,带钢温降越小
B.轧制速度越高,喷到带钢表面的冷却水越少,带钢温降越小
C.轧制速度越高,变形热越多,带钢的温降越小
第2题
五机架连轧机组将来料厚度为H的钢卷轧制成h的钢卷,带钢宽度为B1-5架的工作辊辊径分别为d1、d2、d3、d4、d5,各架的带钢出口厚度分别为h1,h2,h3,h4,出口辊印周期为L,试查找辊印产生的机架。
第5题
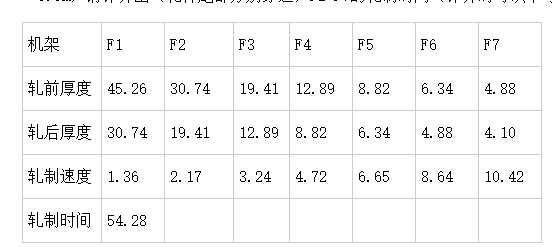
已知精轧机轧制4.05mm厚度的带钢时的实际轧制厚度及F1-F7出口的轧制速度(见下表),(各机架之间的距离为5.5m)请计算出(轧件尾部分别穿过)F2-F7的轧制时间(计算时可以不考虑轧机的前滑和后滑)。
第6题
下列那些属于热连轧机组轧制规程设定的内容()。
A.确定轧制总功率;
B.负荷分配;
C.在炉时间;
D.确定最末机架F7的出口速度v7末架出口速度的上限受电机能力和带钢轧后 的冷却能力轧制;其它各机架轧制速度的确定;
E.功率校核。
第8题
轧制成品厚度为2.0mm带钢时,F7出口凸度仪检测带钢距工作侧边部40mm处的厚度为2.02mm,距传动侧边部40mm处的厚度为1.98mm,请计算该带钢的凸度C40和楔形W40是多少?
第10题
某轧机的工作辊直径为d,支撑辊直径为(D)轧辊的弹性模量为E轧辊与带钢间的摩擦系数为f,带钢的屈服极限强度为ζs,施加给带钢的前后张力分别为ζ0和ζ1,试计算此带钢的最小可轧厚度hmin。
第11题
测量冷轧带钢的厚度时,其测量部分应距边部不小于()mm的任意点。A.20B.30C.40D.50
测量冷轧带钢的厚度时,其测量部分应距边部不小于()mm的任意点。
A.20
B.30
C.40
D.50















