题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
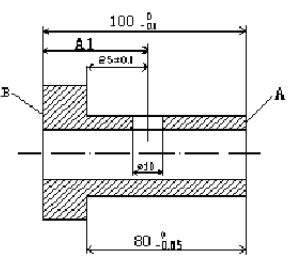
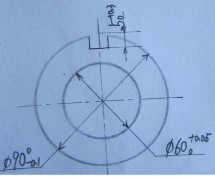
下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90-0.100mm,内孔尺寸为咖600+0.05mm。现铣键槽,其深
下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90-0.100mm,内孔尺寸为咖600+0.05mm。现铣键槽,其深度要求为50+0.3mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?试标出它们的尺寸和公差。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90-0.100mm,内孔尺寸为咖600+0.05mm。现铣键槽,其深度要求为50+0.3mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?试标出它们的尺寸和公差。
如果结果不匹配,请 联系老师 获取答案
 更多“下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90…”相关的问题
更多“下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90…”相关的问题
如下图所示为一机床工作台的传动系统。设已知各齿轮的齿数,齿轮3的分度圆半径r3,各齿轮的转动惯量J1,J2,J2',J3,齿轮1直接装在电动机轴上,故J1中包含了电动机转子的转动惯量;工作台和被加工零件的重量之和为G。当取齿轮1为等效构件时,求该机械系统的等效转动惯量Je(ω1/ω2=z2/z1)。

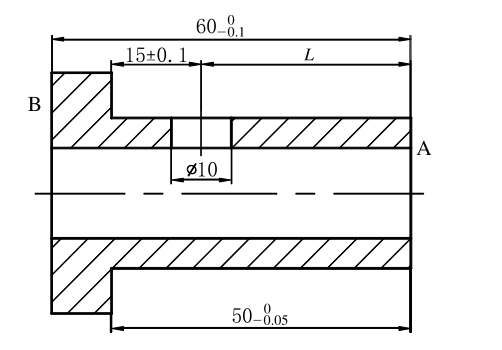
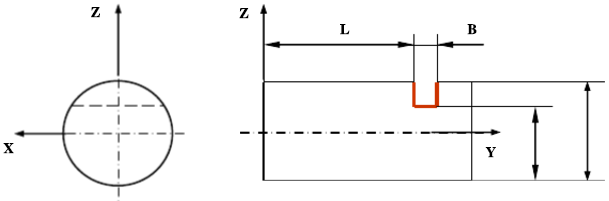
图所示零件的外圆及两端面已加工完毕(外圆直径D= mm)。现加工槽B,要求保证位置尺寸L和H。确定加工时必须限制的自由度;选择定位方法和定位元件,并在图中画出示意图;计算所选定位方法的定位误差。
mm)。现加工槽B,要求保证位置尺寸L和H。确定加工时必须限制的自由度;选择定位方法和定位元件,并在图中画出示意图;计算所选定位方法的定位误差。
(1)已知某外形轮廓的零件图如下图所示,厚度8mm,程序原点位于上表面,要求精铣
其外形轮廓。
(2)刀具选择直径10mm的立铣刀。
(3)安全面高度50mm。
(4)要求使用刀具半径补偿指令
(5)加工程序单要字迹工整。